
然后我将介绍用于制作刀具的钢材的种类和型号。
优质钢:
美国1080,日本SK5

这种钢常用于制作硬度较高的中档刀具。 刀片硬度为62-65 HRC,重磨难度大。 它具有良好的边缘保持性、低耐腐蚀性和良好的韧性。
这两种钢通常用于制造中级刀具品牌的刀具,例如 CRKT。 River 采用特殊的热处理工艺,并在钢中添加非常高的碳含量,使这种钢既坚硬又非常脆。 制刀材料成为一种非常坚韧耐用的刀片材料。
与同类价格和等级的刀具相比,用这种钢制成的刀片具有高于平均水平的硬度和边缘保持力,但初学者很难自己重新磨刀,并且由于大部分内部成分是碳并且缺乏大量的铬,所以耐蚀性比较差。
D2


D2 钢通常用于制造中等价位的刀具。 几年前在中国,曾经有一段时间,很多厂家生产的刀具都喜欢在刀具上打上D2标志。 至于是否真的是D2钢,还要看价格和厂家的加工热处理。 力量。
刀片硬度55-62 HRC,重磨困难,刃口保持能力较好,耐蚀性较低,韧性较好。
一般来说,D2钢属于综合性能较好的刀具钢种。 并非 D2 钢的所有性能都很出色。 很多人选择D2钢是因为它的价格比较低,但是韧性和硬度都比较好。 D2的铬含量仅为13%。 低铬含量意味着 D2 钢在许多情况下无法很好地应对钢的腐蚀损伤。 使用者必须保养好刀具,保持刀刃干燥清洁,才能达到D2钢。 最大的使用效率。
D2 钢的另一个特点是很难再磨锐。 由于HRC洛氏硬度值达到62,很多人认为D2钢是最难刃磨的刀具钢之一。 不适合初学者练习磨刀刃。 当然,你也可以使用154CM等其他钢材,以获得类似甚至更好的整体性能体验。 如果可能的话,我会尽量不选择D2钢材质的刀具。
A2

A2 钢常用于制造户外狩猎和战术使用的直刀。
刀刃硬度57-62 HRC,重磨困难,刀刃保持能力好,耐蚀性极低,韧性好。
A2 钢不常用于制作像 EDC 的小折刀这样的刀具,但当用户在恶劣的环境中需要一把极其坚韧耐用的刀具时,它很常见。 用这种钢材制成的刀片的整体使用寿命通常不会很长,但可以在相对较短的时间内承受大量的滥用而不会折断或碎裂。 这些钢制成的刀具寿命短的一个重要原因是它们的铬含量低,甚至不到5%,极易生锈和退化。
H1



H1钢常用于制造刀具,具有很强的耐腐蚀性,可在水中使用。
刀片硬度57-59HRC,易于重磨,刀刃保持能力极低,耐腐蚀性极佳,韧性中等。
H1钢是日本Myodo metal公司生产的一种钢材。 H1钢基本上可以看成是一种软金属,在生产的时候掺入了一些防腐材料。 因此,就耐腐蚀性而言,H1是最好的。 然而,其中一种钢,H1在锋利度,硬度和边缘保持性等许多其他方面都大大缺乏硬度和抗压强度换算,因为它的含碳量非常低,D2和H1可以看作是两种相反性质的钢,一种具有高硬度,是难刃磨硬度和抗压强度换算,刃口保持性好,耐蚀性差; 另一种硬度低,易刃磨,刃口保持性差,耐腐蚀性一流。
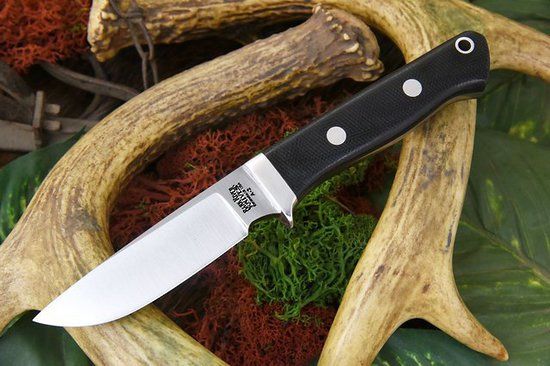
154CM,ATS-34

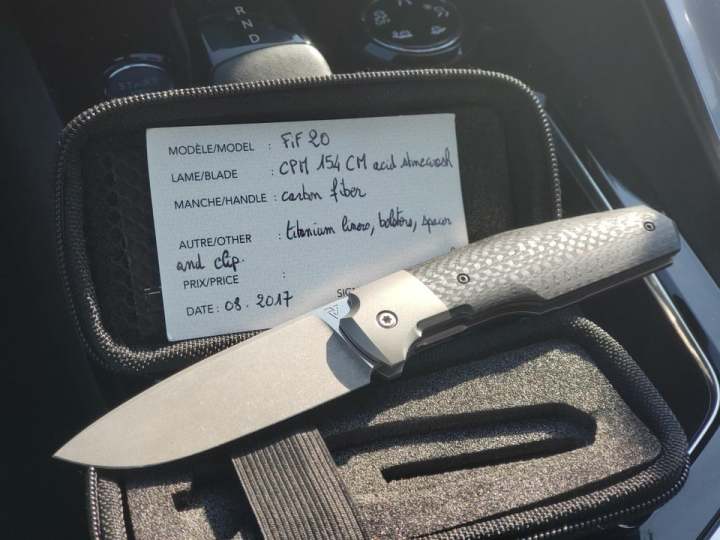
这两种钢通常用于制造中高档刀具。
刀片硬度58-61HRC,再磨能力中等,刀片的刃口保持能力较好。
耐腐蚀性一般,韧性好。
154CM钢被认为是440C钢的升级版,通过在钢中加入钼代替440C钢中的铬进行升级。 这种以钼代替铬的元素交换使得 154CM 钢具有比 440C 和当今许多用于制造刀具的钢更好的边缘保持能力,同时几乎不牺牲原有的耐腐蚀性。 154CM钢的刀一般比较贵。
ATS-34钢相当于日本产的154CM钢,具有与154CM几乎相同的优良特性,耐蚀性无明显下降。 这两种钢都是制作刀具的优良材料。 如果可以选择,我会选择 154CM 钢。


可以看作是H1到154CM之间的一种钢材。
刀片硬度59-60HRC,重磨能力中等,刃口保持能力好,耐腐蚀性能很好,韧性好。
最早的钢是最航空航天用钢,主要用于制造滚珠轴承,由欧洲ZAPP公司设计生产。 当然,优良的航天级钢的性能通常在工具制造领域具有很高的价值。 钢材性能可以说介于H1钢和154CM钢之间。 该钢真正弥合了154CM带来的高硬度和良好的韧性与H1提供的优异耐腐蚀性之间几乎矛盾的性能差异。 可以认为性能与154CM非常相似,但是在加工的时候,钢内部的一些碳与154CM钢相比,在保持高硬度的同时,这种钢的耐蚀性也有了很大的提高。
VG-10, N690


刀片硬度59-61HRC,重磨能力中等,刃口保持能力好,耐腐蚀性能很好,韧性好。
VG-10钢现在是很多刀具品牌生产的高端刀具型号的首选钢材,因为VG-10可以磨得很锋利,整体强度和刀刃耐用度高,在同类产品中相对价格范围内,其耐腐蚀性优于154CM钢和ATS-34钢。
VG-10基本上是以154CM钢为基础,在生产中加入了少量的铬和一些钒元素。 与154CM相比,这两种元素的增加分别提高了耐腐蚀性和韧性,所以在中高价刀具中,VG-10材质的刀具非常常见。
众所周知,VG-10在食品行业也很受欢迎。 最早的VG-10是用来做厨师刀,用来切菜和做菜的。 VG-10制作的餐刀在切下大量食物后仍能保持极高的锋利度。 花费。
与VG-10钢相比,N690钢具有非常相似的性能和特点。 刃口保持能力略高于VG-10,但重磨能力也较差。 N690钢是通过钢晶组织内部更细的晶粒制成的,获得这些非常轻微的性能优势,两种钢在现场使用时几乎没有区别。
M4、S35VN 和 S30V
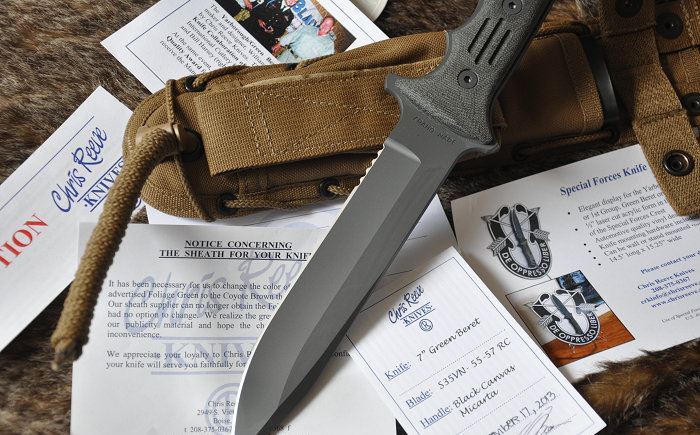


这三种钢常用于制造高档餐具和高档刀具。
刀体硬度60-66HRC,再磨削能力低,刃口保持能力很好,耐腐蚀性好,除了M4钢耐腐蚀性差,韧性好。
CPM是metal 的缩写,是一种特殊的工艺,一开始类似于常规的冶金工艺。 钢熔化后,不是将其浇铸到模具中,而是将钢水喷射并爆裂成微小的液滴,然后在雾化塔中干燥成粉末,然后将这种粉末过筛,然后加压形成金属颗粒的组合在金属内部创造出一种微观结构,即金属内部的特征结构极其精细均匀,消除了每个金属粒子之间的隔离,使每个粒子都由完全相同的颗粒物质结构组成。
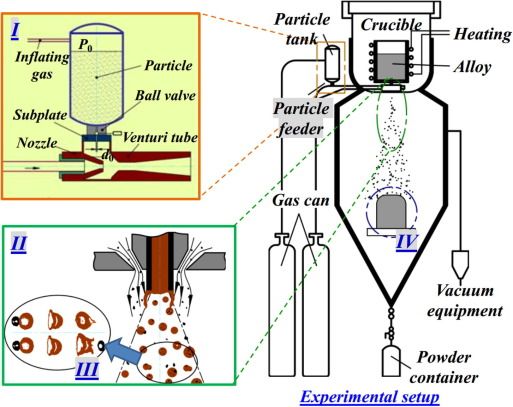
简单地说,用 CPM 工艺制造的钢比非 CPM 工艺坚固得多,因为金属在制造过程中被炸成细小、均匀的颗粒,这正是一把好刀所需要的。
CPM工艺钢呈现出最高的质量和综合性能,可以生产出最令人满意的刀具。 与其他非CPM工艺钢相比,各方面性能总能胜出。 除了价格因素,CPM工艺钢还具有格外的耐腐蚀能力,因为它的抗腐蚀特性完美地体现在整个叶片的每一个金属颗粒上。 S30V 和 S35VN 都特别容易维护,而且它们的切削刃通常都非常坚固,而同时通常情况并非如此。
CPM M4 钢有些不同。 在加工过程中,钢中加入钼、钒、钨和大量的碳,使其硬度超过S30V和S35VN,达到65HRC。 在提高硬度的同时,大大提高了耐蚀性。 下降。
有些刀具,比如CR Chris Reeve,会在刀具的出生纸上将硬度值标注为RC值,而不是HRC洛氏值。 RC硬度是美国机械工程领域常用的硬度标准。 抗拉强度的数值对应关系,再用抗拉强度换算HRC硬度值,如40RC=40.5HRC,所以在同等硬度下,标示的RC值一般小于HRC洛氏值。
CTS-XHP


刀片硬度59-62HRC,再磨削能力极低,刀刃保持能力极佳,耐蚀性中等,韧性很好。
这是另一种金属粉末冶金工艺,以与 CPM 工艺类似但略有不同的方式生产优质钢材。 CTS-XHP钢的实际性能超过了早期S30V钢的边缘保持能力,但这种边缘易碎,必须小心使用。 用这种钢制成的刀片非常坚硬,个人很难打磨,但随着时间的推移,它们仍保持锋利的边缘。
顶钢:
20CV、S90V 和 CPM S110V


一种用于极硬刀片的通用钢。
刀片硬度为58-66HRC,极难重磨。 具有优异的刃口保持能力,中等耐腐蚀性,韧性非常好。
CPM 20CV钢具有与M390钢和CTS-204P钢相似的性能,但具有更好的刃口保持性和耐磨性,同时还具有良好的耐腐蚀性。
CPM S90V钢放弃了20CV钢的一点耐蚀性而获得了更高的硬度,包括金属中的铬含量较少,添加了大量的钒。 钒是一种非常困难且昂贵的材料,因此,用 S90V 制成的刀具价格非常昂贵,但具有极高的性能。 除了重新打磨的能力外,用户要磨这种钢制成的刀具非常困难。 不过,凭借其极高的刃口保持能力,当你用力磨刀时,至少可以长期保持和使用。
CPM S110V是一种综合性能优异的钢材,可用于制造市场上最坚韧、最耐用的刀具。 对于刀具制造商来说,将S110钢加工成高性能刀具是非常困难的,而考验制造商的加工水平,将刀片刃磨好更是难上加难。 出色的边缘保持性能可以让刀具长时间粗暴使用。 S90V钢和S110V钢的性能非常相似,但S110V钢在各个性能类别中更胜一筹。
M390

一种用于制作高品质刀具的优质钢材,可以承受每天繁重甚至粗暴的使用。
刀片硬度为60-62HRC,非常难重磨,刀片的刃口保持能力极佳,耐腐蚀性很好,韧性很好。
M390是奥地利B?hler-生产的高性能钢,是一种类似于CPM工艺的粉末冶金工具钢。 由于大量的铬和极高的硬度,它可以制造出一把性能极高的全能刀片,经得起长期的粗暴使用,但显然,这种钢对于使用者来说也极难自行磨锐。 B?hler- 使用元素钒和钼的碳化物在加工过程中稳定钢材,使铬能够最有效地发挥其作用并防止生锈。
M390钢的另一个特点是刀身可以抛光,达到镜面效果。
ZDP-189


刀片硬度64-66HRC,重磨能力极低,保持刀片刃口能力极佳,耐腐蚀性能好,韧性非常好。
ZDP-189钢是日立设计制造的一种钢材,其唯一目的是实现惊人的物理硬度和表面研磨度。 由于钢中含有大量的碳和铬,为了提高硬度,用大量的碳代替铬。 在硬度高达66HRC的同时,它还具有非常好的耐腐蚀性,虽然耐腐蚀性已经很好了。 ,但本来可以更好。
艾尔麦克斯



刀片硬度57-62HRC,重磨能力极低,刃口保持能力极佳,耐蚀性中等,韧性很好。
Elmax 可能是当今最全面的顶级钢之一,这种刀具钢是该公司在与(现为 B?hler-)合并之前开发和生产的。 这是粉末冶金工艺的另一种产品,它采用一堆昂贵、难以加工的贵重元素,例如钒、铬和钼的合金,并将它们一起加工。 用这种材料制成的刀具肯定价格不菲,但考虑到其极高的综合性能,还是值得的。
用于制作刀具的其他材料:
钛,尽管它具有超强的强度和重量,但您不会发现很多带有钛刀片的刀具,(除非它被用来制作刀具的其他部分,如手柄或框架)虽然钛刀片结构非常好,但它的边缘保持性很糟糕。 结果发现用钛做的刀看起来很漂亮,但是实用性差,或者除非是在一些特殊场合使用的特殊刀具,比如用钛潜水刀,但是绝对不要钛的刀作为便携式 EDC 刀。
大马士革钢,这是一种历史悠久的炼钢方法,大马士革钢的制作方法变化很大。 如今,大马士革钢因其绚丽的图案和令人惊叹的美感而被用于许多收藏刀具中。 当几层不同类型的钢被折叠、锻造和焊接在一起形成大马士革钢并制成美丽的刀片时,您仍然可以在这种古老的金属工艺形成的艺术品中找到刀的实用性。 由于其高性能和耐用性,它可以像普通量产刀一样使用,但我当然不推荐它。
陶瓷,作为EDC刀具,从来没有用在陶瓷上,因为太脆了,但是陶瓷确实有惊人的用途,比如潜水刀和渔船刀,还有厨房刀,这里用来处理食物,陶瓷刀永远不会生锈,并且具有绝对优于金属的耐腐蚀性。 自己磨陶瓷刀片几乎是不可能的,但一般都是超锋利的,也可以长期保存,硬度超强。 它会导致切削刃损坏,甚至折断刀片。
图片来自网络,资料为本人收集整理
谢谢